
Before
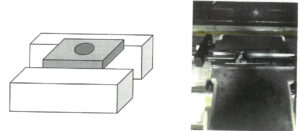
マシニングでは通常、上図のようにワークを1個ずつバイスでクランプして加工を行います。ただし、量産部品を製造する場合には、ワークの着脱回数を減らすこととサイクルタイムを伸ばす工夫が必要となります。
After
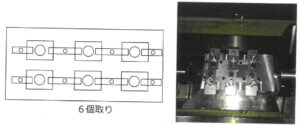
量産品の機械部品を製造する場合には、治具を製造して多数個取りによる加工を行うことで、サイクルタイムを伸ばすことができます。上図では、6個取りの治具を製作し一度に加工することで、着脱の回数も減り生産効率が向上しました。
機械部品の量産品の製造現場では、治具を使用した多数個取りによる生産性向上を図っています。当事例では、マシニングセンタの多数個取りのポイントということで、治具の活用により生産性を大幅に向上させる事が可能です。設計者は、量産品の形状を検討する場合、治具の活用が可能な形状について、加工現場との相談の上で開発を進めることが重要となります。