

タップ加工の下穴深さ確保によるコス...
タップ加工で喰いつきが起こることを考慮して、下穴深さを大きめに確保することができれば、工具に成形を施す必要がなくなり工数を削減することができます。したがって、機構上問題がなければ、有効深さに対して下穴に余裕を持たせることによって、コストダウンを図ることが可能です。
角Rの変更によるコストダウンのポイント
開口の目的が軽量化のためだけであれば、大径工具であれば刃長もあるため、短時間で加工を済ませることができ、大幅に工数を削減できます。つまり、角Rの変更のみでコストダウンを図ることでできるということです。
センター穴指示によるコストダウンの...
四角に成形した特製の爪でチャッキングすることで、6工程を2工程に減らすことができます。工程数の削減と材料切削量の削減による部品の大幅なコストダウンの実現です!また、チャッキング回数を減らすことで加工精度を向上させることにも繋がります。平面度・平行度は0.01mm単位、面相度も▽▽▽レベルでの加工が可能です。
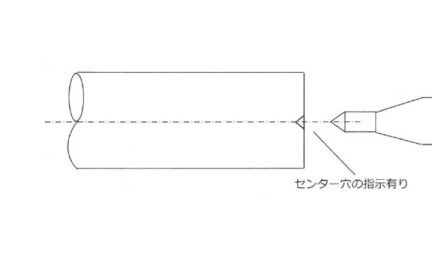
加工治具による多数個取りのポイント
6個取りの治具を製作し、一度に加工することで脱着の回数も減り生産効率が向上しました。
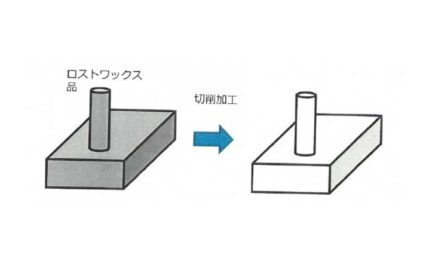
ロストワックスによる一体構造化のポ...
コストダウン提案として、ロストワックスを使用する方法があります。精密鋳造ができるロストワックス法でピンと板を一体化させたものを成形し、それを切削加工をすることで部品を製作します。

加工治具とインデックスによるコスト...
治具を使用し、インデックステーブルを回転させることで、あらゆる角度から加工が可能です。これにより、四工程を集約することができ、段取り時間・着脱時間が大幅に短縮されます。